

Views: 0 Author: Site Editor Publish Time: 2026-07-03 Origin: Site








Specifying a reliable chemical pump carries extremely high stakes. A slight misalignment between fluid characteristics and pump architecture leads directly to catastrophic seal failures. You risk severe environmental hazards, costly unplanned downtime, and significant safety liabilities. Sourcing the correct unit requires you to move far beyond standard water-pump metrics. You must evaluate material compatibility, specific gravity, vapor pressure, and strict leak-free constraints. A standard centrifugal water pump simply will not survive aggressive acids. It will quickly degrade when handling volatile solvents. This guide provides an engineering-aligned framework for evaluating your options. We will help you shortlist and select the right equipment. This ensures strict environmental compliance, optimal operator safety, and long-term mechanical reliability.
Fluid Profiling is Non-Negotiable: Chemical concentration, temperature, and specific gravity directly dictate both wetted materials and motor sizing.
Material Compatibility Trumps Initial Cost: Specifying premium fluoropolymers (PTFE/PVDF) or exotic alloys (Hastelloy) exponentially reduces Total Cost of Ownership (TCO) by preventing premature failure.
Sealless Technologies Dominate: Magnetic drive and diaphragm pumps mitigate leak risks, representing the industry standard for handling hazardous corrosives.
The "Weakest Link" Rule: O-rings, gaskets, and elastomers are the most frequent points of failure and require independent chemical compatibility verification.
This forms the foundational step in your selection process. Skipping rigorous fluid analysis guarantees rapid degradation of internal parts. It also immediately voids manufacturer warranties. You must treat fluid profiling as a mandatory engineering phase.
First, assess the exact chemical identity and its concentration. Fluctuating concentrations drastically change fluid behavior. For example, 98% sulfuric acid behaves entirely differently than a 10% solution. Dilute solutions often cause more aggressive oxidation on certain metals. You must also account for trace elements or impurities. Minor impurities often trigger unexpected chemical reactions inside the casing.
Next, establish the temperature variance for your system. Record your minimum, maximum, and normal operating temperatures. High heat exponentially increases corrosive aggression. It also significantly reduces the mechanical strength of plastic casings. A polymer handling room-temperature acid might deform completely at ninety degrees Celsius.
You must also document specific gravity and fluid viscosity. Specific gravity measures the fluid density relative to water. Pumping heavier, viscous liquids requires derating standard performance curves. You must upsize the motor to prevent dangerous electrical overloading.
Finally, identify the presence of any particulates. Check if the liquid remains entirely clean. Note if it crystallizes under certain temperatures. Identify any suspended solids. Solids easily destroy the tight tolerances inside certain sealless pumps. Hard particulates will quickly score the internal components.
Your primary focus area involves choosing between metallic and non-metallic architectures. Always base this decision on empirical compatibility charts. Never rely on assumptions or past habits.
Engineered plastics provide excellent defense against aggressive process fluids. PTFE (Teflon) and PVDF (Kynar) represent the absolute gold standards. They offer broad-spectrum chemical resistance across many industries. They remain ideal for handling highly aggressive acids and halogens. Polypropylene (PP) offers a very practical alternative. It works well for less aggressive corrosives and basic alkalis. However, lower temperature thresholds strongly restrict its use. It softens rapidly under high thermal loads.
Sometimes plastic materials fail structurally under extreme process conditions. High-pressure applications require metallic housings. Stainless Steel (316L) suits mild chemicals and solvents perfectly. However, it remains highly vulnerable to pitting from chlorides. Hydrochloric acid will quickly destroy a standard stainless casing. Exotic metals become absolutely necessary for extreme high-temperature corrosives. Materials like Hastelloy, Titanium, and Alloy 20 provide unmatched structural integrity. They withstand extreme chemical aggression safely.
You must perfectly match O-rings and gaskets to the fluid. Common high-performance choices include Viton, EPDM, and Kalrez. A highly resilient pump body proves entirely useless if the internal O-rings dissolve. Elastomers represent the weakest link in any system. They often swell, crack, or melt when exposed to incompatible solvents. Always independently verify your elastomer chemical compatibility.
Material Category | Optimal Applications | Notable Limitations |
|---|---|---|
PTFE / PVDF | Aggressive acids, halogens, ultra-high purity | Higher structural fragility compared to thick metals |
Polypropylene (PP) | Mild corrosives, bases, general alkalis | Low maximum temperature limits; softens quickly |
Stainless Steel (316L) | Organic solvents, mild process chemicals | Highly susceptible to rapid chloride pitting |
Hastelloy / Alloy 20 | Extreme high-temperature corrosives, strong acids | Heavier weight and longer fabrication lead times |
You must match the mechanics of the equipment to your specific chemical application. This balances operational efficiency alongside maximum safety.
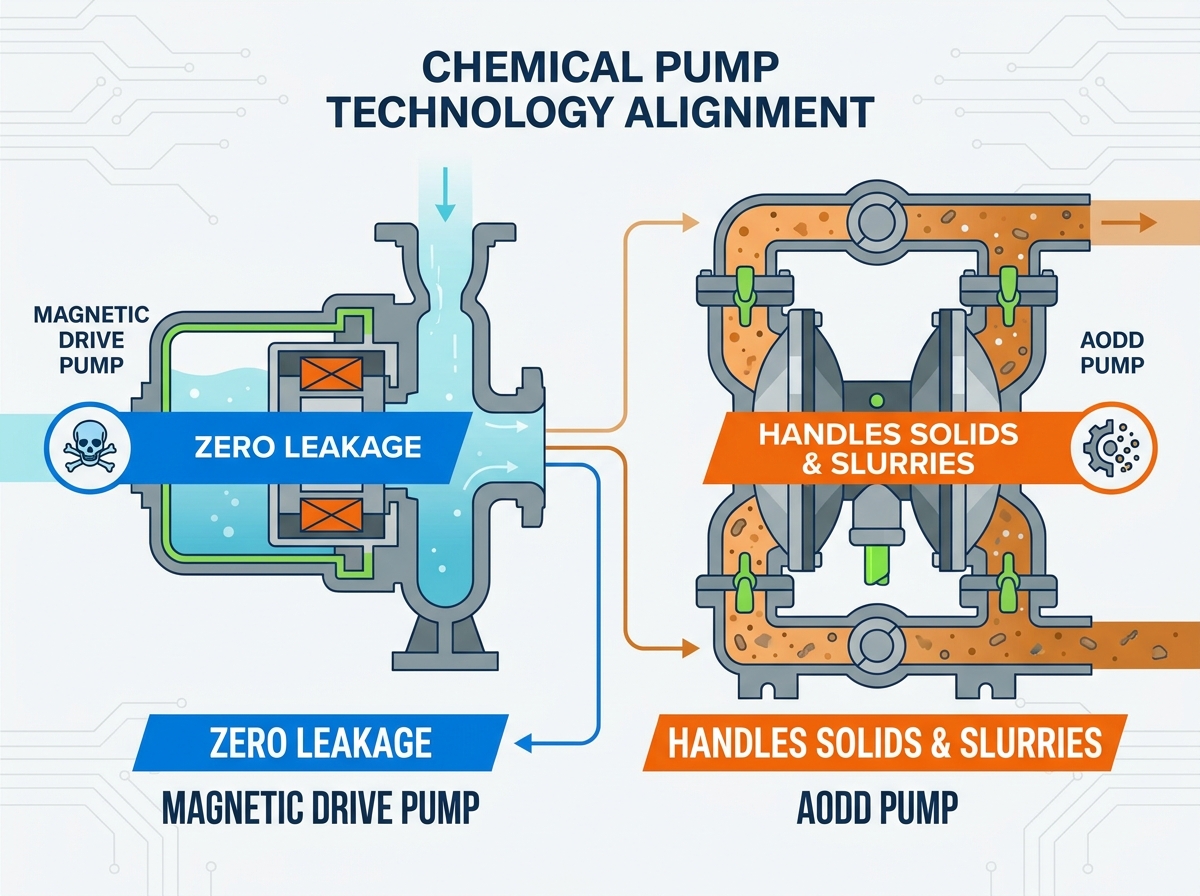
Use sealless centrifugal models for clean, highly corrosive, or toxic liquids. Environmental regulations often mandate zero leakage for these fluids. Mag-drive designs eliminate dynamic mechanical seals entirely. They use strong magnets to drive the internal impeller. This removes the primary leak path found in standard pumps. However, they carry specific implementation risks. They remain highly sensitive to dry-running conditions. Suspended solids will quickly jam the magnetic coupling. You must provide a steady, highly clean fluid flow.
AODD units handle shear-sensitive fluids beautifully. They easily manage varying viscosities or liquids holding high solid content. These pumps offer several distinct operational advantages. They self-prime easily from a dry start. They can run dry safely without destroying internal parts. Furthermore, their pneumatic operation makes them inherently explosion-proof. They require no electrical connections, ensuring safety in volatile zones.
Use peristaltic pumps for highly abrasive, corrosive slurries. They also excel in exact chemical dosing requirements. Rollers compress a flexible hose to move the fluid forward. The fluid only ever touches the inner hose lining. This eliminates complex wetted-part sourcing entirely. You simply match the hose material to your aggressive fluid.
Common Mistakes in Technology Alignment:
Installing a mag-drive pump for fluids containing hard, abrasive solids.
Using an AODD pump without a pulsation dampener in sensitive pipe networks.
Selecting a peristaltic pump for high-temperature fluids exceeding the rubber hose limits.
Operating a centrifugal pump outside its Best Efficiency Point (BEP) while handling volatile acids.
You must translate facility requirements into precise engineering specifications. This mathematical process ensures operational longevity and prevents catastrophic failure.
Calculate your exact required flow rate and Total Dynamic Head (TDH). You must build an accurate system resistance curve. Take time to factor in friction loss from pipes, elbows, and valves. Also account for specific chemical viscosity variations. Pumping a thick chemical syrup requires vastly different metrics than pumping water. Higher viscosity drastically increases friction losses throughout the piping network.
You must carefully evaluate NPSHa versus NPSHr. This translates to Net Positive Suction Head available compared to required. Corrosive chemicals often possess unique, highly volatile vapor pressures. They turn into gas at much lower temperatures than water. Failing to calculate NPSH accurately leads directly to pump cavitation.
Cavitation creates localized boiling and imploding vapor bubbles inside the casing. These tiny implosions carry immense mechanical force. They will mechanically destroy internal metal or plastic impellers rapidly. This mechanical destruction happens much faster than typical chemical corrosion. Always ensure your NPSHa exceeds the NPSHr by a very comfortable margin. Engineers typically recommend at least a three-foot safety margin.
Moving beyond basic fluid moving functionality requires evaluating long-term safety impacts. You must prioritize rigorous regulatory and safety compliance frameworks. Assess your site requirements for ATEX certification immediately. Explosive atmospheres demand highly specialized, non-sparking equipment designs. OSHA compliance remains equally critical for hazardous operator environments. You should also integrate robust secondary containment features. These contain dangerous chemical spills if a primary casing fractures.
Proper monitoring and instrumentation prevent industrial disasters. Install active power monitors and responsive leak detectors. Temperature probes play a truly vital role here as well. These automated instruments monitor the machine's health continuously. They automatically shut down the equipment before a catastrophic seal failure occurs. Relying solely on manual operator oversight guarantees increased risk exposure. Protect your personnel and local environment through sophisticated, automated fault detection systems. Early warnings save lives and prevent massive environmental fines.
Consolidate your technical evaluation into actionable next steps. This systematic logic helps you engage equipment manufacturers effectively.
First, prepare a comprehensive engineering data sheet. You must supply highly specific metrics to the vendor. Provide the exact flow rate and your calculated TDH. Include the precise chemical name and its CAS registry number. List concentration percentages, normal operating temperatures, and peak temperature spikes. Detail the specific gravity and accurate solids percentage. Always state your calculated NPSHa clearly.
Ask the manufacturer these specific, targeted questions:
"Can you provide published material compatibility guarantees for this specific concentration and temperature matrix?"
"What is the expected lifecycle of the internal wear parts in this exact application?"
"What are the typical lead times for required replacement parts and seal kits?"
"Do you offer factory testing using fluids with similar specific gravities?"
Requesting physical documentation ensures you receive accurate support. Demand performance curves tailored to your fluid's exact viscosity. Never accept a standard water performance curve for a heavy chemical application. Hold the manufacturer accountable for confirming the engineering calculations.
Specifying a robust chemical pump represents a highly complex, holistic process. It requires precise alignment between fluid chemistry, material science, and mechanical engineering. You must thoroughly map out your operational parameters before contacting vendors. Prioritize safety and exact material compatibility above all else. Cutting corners on wetted materials always invites environmental and operational disaster.
We strongly advise facility decision-makers to consult directly with application engineers. They will help validate your material selections and system performance curves. They possess the necessary experience to spot hidden implementation risks. Take deliberate action today to secure your hazardous process lines.
Request a detailed technical consultation from a certified equipment manufacturer. Submit your facility’s system specifications for a comprehensive professional review. You should also download a detailed chemical compatibility chart. Use it to cross-reference your required elastomers, casing materials, and process temperatures immediately.
A: Generally no, depending on the exact concentration. Dilute sulfuric acid aggressively destroys standard 316L stainless steel through rapid oxidation. You will usually require specialized engineered plastics like PTFE and PVDF. Alternatively, you must specify high-grade exotic metals like Alloy 20 to withstand the intense corrosion.
A: Mechanical seals feature physical contact points that contain the fluid. These wear down over time and eventually leak. Mag-drive pumps utilize a sophisticated magnetic coupling system instead. This eliminates the physical shaft penetration entirely. It removes the primary leak path, ensuring zero fugitive emissions.
A: Mag-drive units fail quickly when handling abrasives. The solid particles destroy their tight internal tolerances. Instead, we recommend using an Air-Operated Double Diaphragm (AODD) pump. Peristaltic hose pumps also serve perfectly here. Both manage heavy solids easily while handling aggressive corrosives safely.
A: Chemicals heavier than water possess a specific gravity greater than 1.0. Moving denser fluids requires significantly more mechanical torque. A standard motor sized for water will quickly overload and burn out if pumping a dense, heavy chemical. You must always upsize the motor accordingly.